M4、M5によるパイプ加工
Mazak NC旋盤 M4
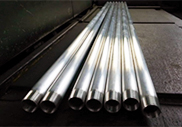
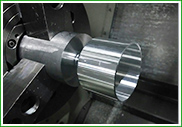
Mazak製のNC旋盤、M4とM5によりパイプ加工を行います。 φ300×2500L程度までのアルミ、銅パイプ材を旋削加工。 確かな品質とスピードでパイプ部品をご提供いたします。
仕様一覧
| 加工方法 | 旋削 |
|---|---|
| 最大加工サイズ | Φ300 x 2500L |
| 対応範囲 | 薄物から肉厚物まで幅広く対応 |
| 主要材料 | アルミ・銅・鉄など |
| 業界・分野 | 重電関連、原子力関連 |
| 主要加工機 | 油圧機器関連向け |
薄肉アルミパイプの加工実績

アルミパイプ、黒アルマイト処理。

アルミパイプ、60φ、溝切り。

A6063 φ90リング。肉厚5mm、潰れないように仕上げます。
アルミパイプ、Φ35、長さ2000程度 両端にPTネジ加工
A6063Φ110x肉厚3ミリx長さ700ミリ
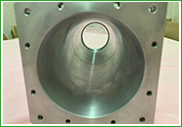
厚肉アルミパイプの加工実績
アルミ丸棒から中身をくり抜いて作成しました。外形にスジ入れ(すべり止め)、内径にザグりあり。
アルミパイプ組合せ部品

A6063 φ120×φ90パイプ。内径に溝を加工してあります。全長2,500まで対応可。
A6063 φ300×φ270パイプ。φ310×φ210の素材から削り出しました。

A6063 φ210×φ180パイプ。外径を長さ200Lで削ってあります。

A6063 φ140×φ60パイプ。長尺物はクレーンで吊り上げます。

A6063 φ140×φ110パイプ。溝、ネジ何でもやります。

φ160 フランジ。A2017 丸棒から削り出しました。
A5056 φ200Xφ180パイプ。外径を長さ100Lで削ってあります。
A5056 φ200Xφ180Xパイプ。

A6063Φ210x肉厚10ミリx長さ300ミリ。
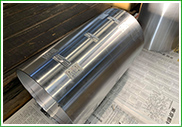
A6063 φ300×600Lパイプ。肉厚10mm。外周に1列当たり16個の座ぐり穴を6箇所。
複合機やマシニングによる二次加工・複合加工、協力工場による各種処理
旋盤加工の他にも所有する複合機やマシニングセンタを駆使し、二次加工、各種処理、組立にも対応可能です。また、協力工場による表面処理などもご対応します。

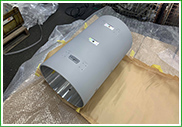
電子顕微鏡部品、アルミの複合加工部品

A5056。アルミフタ。パイプ側にネジでフタをします。

A5052。内径が潰れないように加工。

アルミ。鋳物。底面側のツバ部の裏側に溝有り。

A5052。底面にヘリサートを挿入します。
A6063パイプ材。外径Φ90X肉厚3mmを肉厚2mmまで、中央部で繋ぎ合せる薄肉切削。四角板等溶接後、溶接面仕上。

以降の内容はAI技術を使用して自動生成されたものを元に、専門家による監修のもとで提供されています。
情報の正確性や完全性を追求しておりますが、100%の保証をするものではありません。
1. アルミニウムパイプ加工の基礎知識とその魅力
近年、アルミニウムパイプはその優れた特性を活かして、多岐にわたる産業での利用が拡大しています。この記事では、アルミニウムパイプの基本的な知識から、その加工方法、そして加工時の注意点までを詳しく解説していきます。
1-1. アルミニウムパイプとは

アルミニウムパイプは、アルミニウム合金を主材料として製造された管状の材料です。アルミニウムはその軽量性と強度のバランスが取れており、さらに耐腐食性や加工性にも優れているため、多くの用途での使用が期待されています。
2. アルミニウムパイプの種類と用途
アルミニウムパイプは、その合金の種類や製造方法によってさまざまな特性を持ちます。以下は、アルミニウムパイプの代表的な種類とその用途についての解説です。
2-1. 6061合金のパイプ
特性: 中強度を持ち、加工性や溶接性に優れています。
用途: 一般的な構造材として、建築や機械部品、自転車のフレームなどに使用されます。
2-2. 7075合金のパイプ
特性: 高強度であり、航空機の材料としても使用されるほどの強度を持っていますが、加工性はやや劣ります。
用途: 航空機の部品や高性能スポーツ用品、産業機械の部品などに使用されます。
2-3. 5052合金のパイプ
特性: 良好な耐腐食性を持ち、特に海水に対する耐性が高いです。
用途: 海洋構造物やタンク、配管などの腐食が懸念される場所での使用に適しています。
2-4. 2024合金のパイプ
特性: 高強度を持ちつつ、疲労抵抗も高いですが、耐腐食性はやや劣ります。
用途: 航空機の部品や高性能な機械部品、競技用のスポーツ機器などに使用されます。
3. アルミニウムパイプ加工の方法
アルミニウムパイプの加工技術は、他の金属材料と比べても独特のものが求められます。アルミニウムの物理的、化学的特性を考慮に入れた上で、適切な加工方法を選択することが重要です。
3-1. 切削加工
アルミニウムパイプは、アルミニウム合金を主材料として製造された管状の材料です。アルミニウムはその軽量性と強度のバランスが取れており、さらに耐腐食性や加工性にも優れているため、多くの用途での使用が期待されています。
3-1-1. ネジ加工
アルミニウムパイプの端部にネジを切る加工方法です。接続部や取り付け部に使用されることが多い。アルミニウムの軟らかさを考慮し、適切なピッチや深さでネジを切ることが重要です。
3-1-2. 溝加工
溝加工は、アルミニウムパイプの内外径や端面に特定の形状の溝を作成する加工方法です。溝加工の主な目的は、部品の組み立てや接続時に必要なガイドとしての役割や、滑り止めとしての機能を持たせるためです。また、デザインのアクセントとしても使用されることがあります。
3-1-3. 複合機やマシニングセンタを駆使した複合加工

複合機やマシニングセンタは、複数の加工を一つの機械で行うことができる高度な機械です。アルミニウムパイプに対して、切削、ネジ加工、溝加工などの複数の加工を一貫して行うことができ、効率的な生産が可能です。特に、複雑な形状や精度が求められる部品の加工に適しています。
3-2. 曲げ加工

アルミニウムパイプを曲げる技術は、製品の形状やデザインを自由に設計するための基本的な加工方法の一つです。
3-2-1. 手曲げ
手曲げは、特定の道具やジグを使用して、人の手で直接パイプを曲げる方法です。この方法は、特定の角度や複雑な形状を持つ少量のパイプを曲げる際に特に適しています。しかし、力の加え方や角度によっては均一でない曲げが生じることもあるため、経験と技術が求められます。
3-2-2. 機械曲げ
機械曲げは、専用の機械を使用してアルミニウムパイプを曲げる方法です。大量のパイプを一定の形状に効率よく曲げることができ、生産性が高いのが特徴です。また、機械による精密な制御により、均一で高品質な曲げ加工が可能です。
3-3. 切断加工

アルミニウムパイプを特定の長さや形に切断する技術です。高速で正確な切断が求められる場合、レーザーカット機や水切り機が使用されることもあります。また、従来のソーイングマシンを使用した方法も広く採用されています。
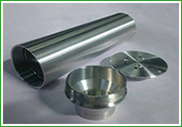
(左の写真はアルミニウムパイプ切断品に切削加工した写真です)
3-4. 溶接加工

アルミニウムパイプ同士を接合するための技術です。アルミニウムは他の金属と比べて溶接が難しいとされることがありますが、TIG溶接やMIG溶接といった特定の方法を用いることで、強固な接合が可能です。特に、アルミニウムの高い熱伝導率を考慮した溶接技術が求められます。
4. アルミニウムパイプ加工の注意点
アルミニウムパイプの加工は、他の金属と比べても独特の注意点がいくつか存在します。アルミニウムの特性を十分に理解し、それに合わせた加工方法を選択することが、高品質な製品を製造するための鍵となります。
4-1. 材料の選定
アルミニウムには多くの合金が存在し、それぞれの合金には異なる特性や強度があります。例えば、6061や7075といった合金は、特定の用途に適した特性を持っています。製品の要求性能や加工方法に応じて、最適な合金を選定することが非常に重要です。間違った合金を選択すると、加工性が悪くなるだけでなく、製品の性能や耐久性にも影響を及ぼす可能性があります。
4-2. 加工時の温度管理
アルミニウムは熱伝導率が非常に高いため、加工時の温度管理が重要となります。特に、加工速度や切削条件によっては、パイプの温度が急激に上昇することがあります。過度な熱が加わると、アルミニウムの特性が変わってしまうこともあるため、冷却液の使用や適切な切削条件の選定が必要です。
4-3. 表面処理の重要性
アルミニウムパイプの表面処理は、製品の耐久性や外観、さらには機能性を向上させるために不可欠です。アルミニウムは自然に酸化皮膜を形成する性質があり、これによってある程度の耐腐食性を持っています。しかし、さらに高い耐腐食性や美しい外観を求める場合、アルマイト処理や塗装といった表面処理が行われます。これらの処理を適切に行うことで、製品のライフサイクルを延ばすことができます。



Mazak NC旋盤 M4
自動盤紹介動画
サプライチェーンチャレンジ
![]()
首都圏中央道路自動車道
日の出インターより4.5km
〒198-0051
東京都青梅市友田町2-746
![]()
COPYRIGHT © MARUSHIBA Co.,Ltd. ALLRIGHTS RESERVED.